

「PLCって言葉は聞くけど、結局何のこと?」——工場や製造業に関わり始めた方なら、一度はそう思ったことがあるはずです。PLC(Programmable Logic Controller)は、製造ラインや設備を自動制御するための「産業用コンピュータ」です。たとえば、工場のコンベアを一定のタイミングで動かしたり、センサーが製品を検知したら機械を停止させたり、ランプやブザーで異常を知らせたりする制御の「頭脳」にあたります。
この記事では、PLCの基礎知識から仕組み・種類・メーカー比較・導入費用まで、専門知識ゼロでもわかるように体系的に解説します。
1. PLCとは何か?
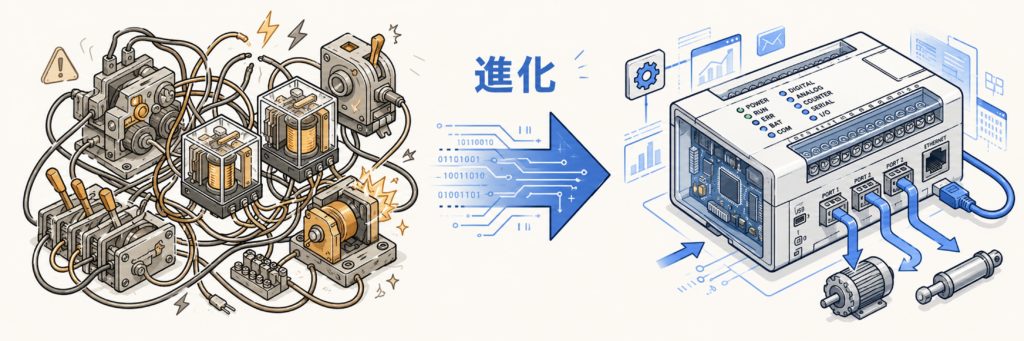
PLCとは、「Programmable Logic Controller(プログラマブル・ロジック・コントローラ)」の略で、工場や設備の自動制御を行う専用コンピュータです。もう少し具体的に言うと、PLCはセンサーやスイッチからの信号を受け取り、あらかじめ作成したプログラムに従って、モーターや電磁弁、ランプなどを動かす役割を担います。
PLCが普及する以前は、こうした制御をリレー回路(電気的なスイッチの組み合わせ)で行っていました。しかし、リレー回路では仕様変更のたびに配線を変更する必要があり、工数やコストが大きくなりやすいという課題がありました。PLCは、このような制御内容の変更を、配線変更ではなくプログラム変更で対応できるようにした点で、製造現場の自動化における大きな転換点となりました。
2. PLCの仕組み——どうやって動くの?
PLC が使われる現場例
PLCは、製造現場のさまざまな動作を制御しています。たとえば、次のような場面で使われます。
・コンベアを一定のタイミングで動かす
・センサーがワークを検知したらシリンダーを動かす
・包装機で製品を決められた位置まで搬送する
・検査工程で異常品を検知して排出する
・温度が一定値を超えたらファンを回す
・異常時にランプやブザーで知らせてラインを停止する
このようにPLCは、センサーからの信号をもとに、機械の動作、搬送、検査、異常停止などを安全かつ正確に行うための中核的な役割を担っています。
入力・演算・出力の3ステップ
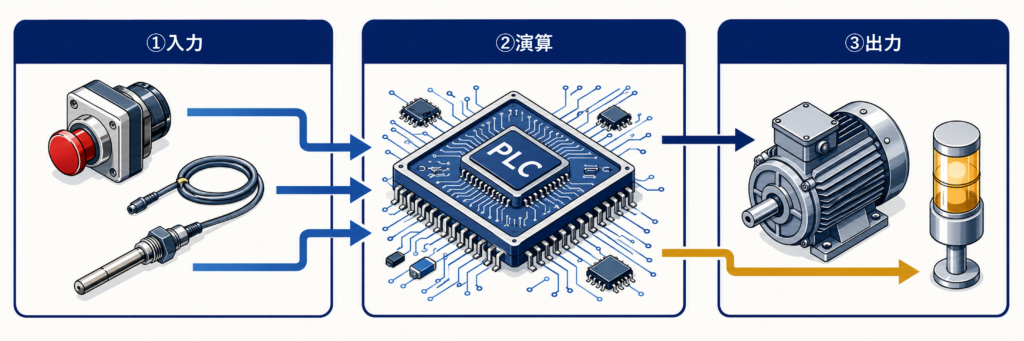
PLCの基本的な動作は、「入力」「演算」「出力」の3ステップで成り立っています。
| ステップ | 内容 | 具体例 |
| ①入力 | センサー・スイッチから信号を受け取る | 押しボタンON、温度センサー反応など |
| ②演算 | プログラムの条件に照らして判断する | 「ボタンが押されたらモーターを起動」 |
| ③出力 | モーター・バルブ・ランプなどを動かす | モーター起動、警告灯点灯など |
PLCはこの3ステップを高速に繰り返すことで、設備の状態を監視しながらリアルタイムに制御します。スキャンの速さは機種やプログラムの内容によって異なりますが、短い周期で入力確認・演算・出力更新を行う点が特徴です。
ラダー図とは?
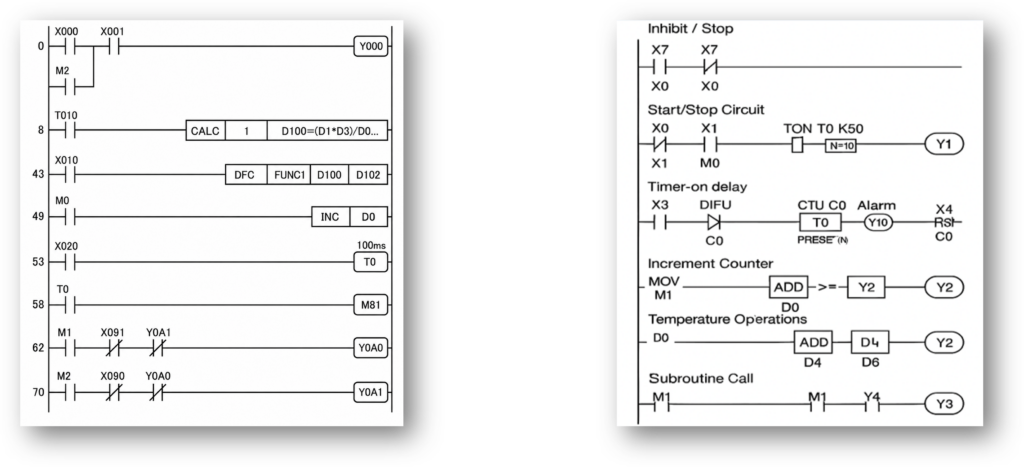
PLCをプログラムする際に使う代表的な言語が「ラダー図(ラダーダイアグラム)」です。見た目がはしご(ラダー)に似ていることからこの名前がつきました。ラダー図は「リレー回路の配線図」をそのままプログラムにした言語で、電気の知識がある人なら比較的直感的に読み書きできます。たとえば「スイッチAとスイッチBが両方ONのとき、モーターを起動する」という条件は、スイッチの記号を直列につなぐだけで表現できます。
ラダー図の主な記号
・a接点(ノーマルオープン):条件がONのとき導通する。スイッチのON接点。
・b接点(ノーマルクローズ):条件がOFFのとき導通する。非常停止など。
・コイル:演算結果を出力に伝える。モーターや表示灯の駆動に使う。
ラダー図以外にも、ファンクションブロック図(FBD)やストラクチャードテキスト(ST)など複数のプログラム言語がありますが、日本の製造現場ではラダー図が圧倒的に主流です。
3. PLC・マイコン・IPCとの違い
PLCに似た用語として、「マイコン」「IPC(産業用PC)」があります。いずれも制御や演算に関わる装置ですが、用途や得意分野が異なるため、初心者が混乱しやすいポイントです。以下の表で整理してみましょう。
| 名称 | 意味・特徴 | 主な用途 |
| PLC | 産業用プログラマブルコントローラ。堅牢性・信頼性が高い | 工場の設備制御・FA全般 |
| マイコン | 小型の汎用マイクロコンピュータ(Arduino等)。自由度高いが耐環境性低い | 試作・ホビー・小規模制御 |
| IPC(産業用PC) | 産業用PC。柔軟性が高く、データ処理や上位システム連携に強い。リアルタイム制御にはOS・ソフトウェア・I/O構成の確認が必要 | データ収集・高度な演算処理・上位システム連携 |
マイコンやIPCは、PLCに比べて自由度が高い反面、工場の過酷な環境への耐性、保守性、リアルタイム制御のしやすさなどは構成によって異なります。そのため、用途や使用環境に応じて、PLC、マイコン、IPCのどれが適しているかを見極めることが重要です。
4. PLCの種類と選び方
規模別の3タイプ
PLCは、制御する設備の規模や入出力点数に応じて、いくつかのタイプに分かれます。以下の分類はあくまで目安であり、実際の対応範囲はメーカーやシリーズによって異なります。
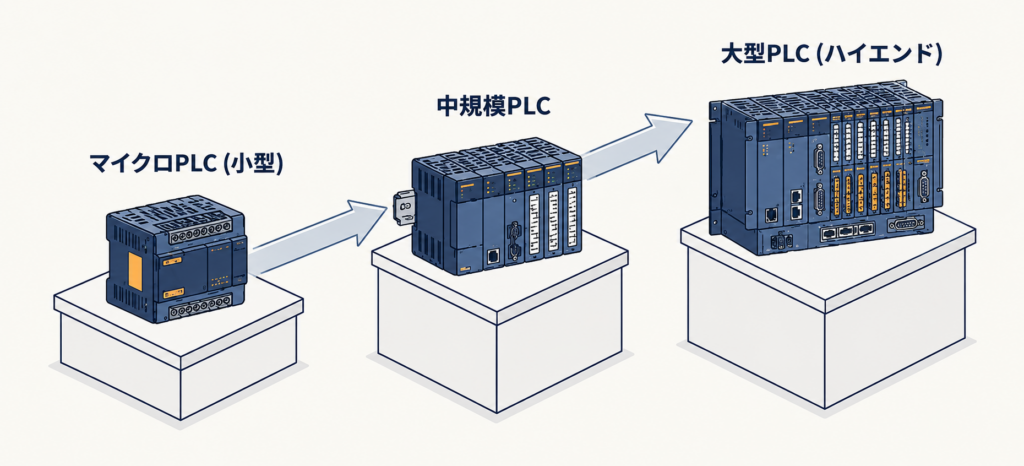
✓ マイクロPLC(小型)
入出力点数は16〜64点程度が一つの目安です。コンパクトで低コストなため、小規模な単機能設備や省スペース設置に向いています。三菱電機のMELSEC-FXシリーズ、オムロンのCPシリーズなどが代表例です。
✓ 中規模PLC
入出力点数は64〜512点程度が一つの目安です。汎用性が高く、多くの製造ラインで使われる規模のPLCです。拡張ユニットを追加することで、入出力点数や通信機能などを増やすことができます。
✓ 大型PLC(ハイエンド)
入出力点数が512点以上となるような大規模設備で使われるPLCです。複数ラインの統合制御や高速処理が必要な設備に向いており、導入コストは高くなりやすい一方で、冗長化や高信頼性設計に対応した製品もあります。
PLC選びで確認すべき5つのポイント
PLCを選定する際は、価格だけでなく、設備規模、制御内容、将来の拡張性、保守性まで含めて検討することが重要です。
1.入出力点数(I/O点数):制御するセンサーやアクチュエーターの数を事前に確認する
2.通信プロトコル:上位システム(SCADA・MES)や周辺機器との接続方法を確認する
3.プログラム容量・スキャンタイム:制御内容の複雑さに応じて必要な性能を確認する
4.メーカーのサポート体制:国内サポート窓口や保守部品の入手性を確認する
5.既存設備との互換性:既設PLCや周辺機器との接続性、置換・増設のしやすさを確認する
5. 代表的なPLCメーカーを比較
国内・海外を含めた主要PLCメーカーの特徴を整理します。PLCを選定する際は、製品の機能だけでなく、サポート体制、技術情報の入手しやすさ、既存設備との互換性もあわせて確認することが重要です。
| メーカー | 代表製品 | 特徴 | こんな現場に向く |
| 三菱電機 | MELSEC iQ-R/F/Q | 国内の製造業で採用実績が多く、技術情報やサポート体制も充実している。ラダー開発ソフトであるGX Works3も広く使われている | 初導入・国内製造業全般 |
| オムロン | SYSMAC NX/NJ/CP | 安全機能やIoT連携に強みがあり、NJシリーズはST言語にも対応している | 食品・医薬・精密機器 |
| キーエンス | KV-8000/7500 | 設定が比較的わかりやすく、立ち上げのしやすさに強みがある。モーション制御との連携にも対応 | 省力化・短納期ライン構築 |
| シーメンス | SIMATIC S7-1500/1200 | グローバル標準として広く使われており、欧州・北米との設備共通化に向いている。TIA Portalによる統合開発環境を提供 | 海外展開・グローバル企業 |
| ロックウェル(Allen-Bradley) | ControlLogix/CompactLogix | 北米市場で広く使われており、EtherNet/IPを使った制御システムとの親和性が高い | 北米向け輸出・自動車系 |
初めてPLCを導入する場合は、国内の製造現場で採用実績が多く、情報量やサポート体制が充実しているメーカーを候補にすると、立ち上げや保守の面で安心です。
6. PLCの導入費用・コスト感
「PLCを導入するには、どのくらい費用がかかるのか」と気になる方も多いでしょう。PLCの導入費用は、PLC本体の価格だけで決まるわけではありません。入出力ユニット、センサー、配線工事、制御盤、プログラミング、動作確認、教育・研修など、周辺費用も含めて考える必要があります。
以下は、PLC導入時に発生しやすい費用項目と、おおよその目安です。実際の費用は、設備規模、I/O点数、既存設備の流用可否、工事範囲によって大きく変わります。
| 費用項目 | 目安(参考) | 備考 |
| PLC本体(マイクロ) | 3万〜15万円 | I/O点数・通信機能・メーカーによって変動 |
| PLC本体(中規模) | 15万〜80万円 | 拡張ユニットや通信ユニットの追加で変動 |
| プログラミングソフト | 無料〜15万円 | メーカー純正ソフトやライセンス形態による |
| センサー・配線工事 | 10万〜100万円+ | 設備規模や配線距離、工事範囲に依存 |
| 設計・導入工数(SI費用) | 20万〜数百万円 | システムインテグレーターへ依頼する場合 |
| 教育・研修費 | 5万〜30万円 | 外部研修・eラーニング・社内教育など |
小規模な1ラインの自動化であれば、PLC本体だけでなく設計・配線・動作確認まで含めて、トータルで50万〜200万円程度が一つの目安になる場合があります。ただし、既存設備をどこまで流用できるか、配線工事がどの程度必要か、上位システムや周辺機器との連携があるかによって、費用は大きく変動します。
そのため、導入前には複数社から見積もりを取り、PLC本体価格だけでなく、設計・工事・保守まで含めた総コストで比較することが重要です。
7. 初心者がよくやる失敗3選
失敗①:I/O点数を少なく見積もる
「まずは小さいPLCで始めよう」とマイクロPLCを選定したものの、後からセンサーやアクチュエーターを追加する際にI/O点数が不足し、PLC本体や拡張ユニットの見直しが必要になる場合があります。PLCを選ぶ際は、現在必要なI/O点数だけでなく、将来的な設備変更や機能追加も想定して、余裕を持った構成にしておくことが重要です。
失敗②:メーカーを統一せずに選定する
コスト削減を優先して、PLCはA社、上位システムはB社、タッチパネルはC社といった形で異なるメーカーの機器を組み合わせると、通信設定やドライバの対応確認に工数がかかる場合があります。特に初めてPLCを導入する場合は、PLC、タッチパネル、周辺機器、上位システムとの接続性を事前に確認しておくことが重要です。同一メーカーや接続実績のある組み合わせを選ぶことで、立ち上げ時のトラブルを減らしやすくなります。
失敗③:バックアップを怠る
PLCのプログラムは、設備を動かすための重要な制御データです。本体が故障した際にプログラムデータを復元できないと、復旧に時間がかかり、生産停止が長引く可能性があります。そのため、プログラムのバックアップは定期的に取得し、社内ルールに従ってサーバーや外部記録媒体などに保管しておくことが大切です。あわせて、誰が・いつ・どのバージョンを変更したのかを管理しておくと、トラブル時の原因確認もしやすくなります。
8. PLCトレンド:IIoT・DXとの融合
PLC は、従来の設備制御に加えて、データ収集、クラウド連携、上位システムとの接続など、製造現場の DX を支える役割も担うようになっています。こうした変化により、PLC は単体で設備を制御する装置から、データ活用基盤とつながる制御プラットフォームへと役割を広げています。近年の PLC を取り巻く主なトレンドには、次のようなものがあります。
・IIoT対応PLC:
OPC UAやMQTTなどの通信プロトコルに対応し、設備データを上位システムやクラウドへ連携しやすくするPLCが増えています。
※IIoTとは、工場や設備などの産業現場で使われるIoTのことです。OPC UA、MQTT、Modbusなどが代表例です。
・エッジコンピューティングとの連携:
PLCで制御を行いながら、エッジPC側でデータ処理や異常検知、AI判定を行う構成も活用されています。現場に近い場所で処理することで、リアルタイム性とデータ活用を両立しやすくなります。
・サイバーセキュリティ強化:
工場ネットワークが外部システムやクラウドとつながる機会が増えるにつれ、不正アクセスやマルウェア対策の重要性も高まっています。IEC 62443 などの産業制御システム向けセキュリティガイドラインを踏まえた設計・運用が求められます。
・ソフトウェアPLCという選択肢:
専用ハードウェアではなく、産業用PC、組込みマイコンの上でPLC機能を実行するソフトウェアPLCも、設備構成の自由度を高める選択肢として注目されています。
このようにPLCは、単に機械を動かす制御装置にとどまらず、製造現場のデータ活用やDX推進とも関わる存在になっています。PLCの基礎知識は、設備担当者だけでなく、生産技術、情報システム、DX推進部門にとっても重要性が高まっています。
9.ソフトウェア PLC という新しい選択肢
従来の PLC は、専用ハードウェア上で制御プログラムを実行するのが一般的です。ソフトウェア PLC を活用することで、次のようなメリットが期待できます。
✓ 専用 PLC を追加せず、産業用PC、組込みマイコンの上で制御機能を実行できる
✓上位システムやデータ収集・分析と連携しやすい
✓ 装置構成の自由度を高めやすい
✓ 省スペース化や構成の簡素化につながる場合がある
一方で、ソフトウェア PLC を導入する際は、産業用PC、組込みマイコンの上で制御を行うため、リアルタイム性や I/O 接続方式を事前に確認することが重要です。また、設備停止時の影響を考慮した冗長化設計や、ネットワーク接続を前提としたサイバーセキュリティ対策も欠かせません。既存設備や社内の運用体制との相性も含めて検討することで、従来型 PLC とソフトウェア PLC のどちらが自社に適しているかを判断しやすくなります。
ソフトウェアPLCについてさらに詳しく知りたい方へ
ソフトウェアPLCの基本的な仕組みや、従来型PLCとの違い、導入メリット、活用例については、以下の記事で詳しく解説しています。

10. よくある質問
Q:PLCとシーケンサーは何が違うの?
実務上は、ほぼ同じ意味で使われることが多いです。「シーケンサー」は、日本の製造現場でPLC全般を指す呼称として使われることがあります。正式にはPLC(Programmable Logic Controller)と呼びます。
Q:PLCのプログラムを学ぶにはどうすればいい?
まずは、主要メーカーが提供している学習コンテンツやプログラミングソフトを使って、ラダー図の基本から学ぶのがおすすめです。PC上でシミュレーションできる環境を活用すると、実機がなくても基本的な動作を理解しやすくなります。
Q:PLCの資格はある?
PLC やシーケンス制御に関連する資格・検定としては、技能検定のシーケンス制御関連職種などがあります。また、各メーカーが提供するエンジニア向けの認定制度や講習もあります。PLC を実務で扱う場合は、ラダー図やシーケンス制御の知識に加えて、電気配線や安全に関する基礎知識も重要です。
Q:中小企業でもPLCは導入できる?
はい。小型のPLCであれば比較的低コストで導入できるため、小規模な1工程の自動化から始めることも可能です。ただし、PLC本体だけでなく、センサー、配線工事、設計・調整工数も含めて費用を確認することが重要です。補助金を活用できる場合もあるため、導入前に対象条件を確認しておくとよいでしょう。
Q:PLCとロボットはどう連携する?
産業用ロボットのコントローラとPLCをデジタルI/OやEtherNet/IPなどで接続し、PLCからロボットへ起動・停止・プログラム切替などを指令する方法が一般的です。最近では、OPC UAなどを使って設備データを上位システムと連携する構成も使われています。
11. まとめ
PLCは、工場や設備の自動化を実現するうえで欠かせない制御機器です。センサーやスイッチからの信号を受け取り、プログラムに従ってモーターや電磁弁、ランプなどを動かすことで、製造ラインや各種設備を安全かつ正確に制御します。
PLCを理解するには、まず「PLCとはどのような装置か」「どのような場面で使われるのか」「入力・演算・出力の流れでどのように設備を動かしているのか」を押さえることが大切です。そのうえで、ラダー図やシーケンス制御、I/O点数、通信方式、メーカーごとの特徴を学ぶことで、PLC選定や設備改善の判断もしやすくなります。
また近年では、従来のハードウェアPLCだけでなく、産業用PC、組込みマイコンの上でPLC機能を実行する「ソフトウェアPLC」も選択肢の一つになっています。装置構成の自由度を高めたい場合や、上位システムとの連携、データ活用、既存PC資産の活用を検討する場合には、ソフトウェアPLCも含めて比較することが重要です。
12.関連ページ
ソフトウェアPLCについて詳しく知りたい方へ
従来型PLCとの違いや、ソフトウェアPLCのメリット・注意点・活用例を知りたい方は、以下の記事をご覧ください。
ソフトウェアPLCで装置構成を見直したい方へ
産業用PC、組込みマイコンの上でPLC制御を実現する方法を検討している方には、ソフトウェアPLC「INTALOGIC5」も選択肢の一つです。省スペース化、既存PC資産の活用、上位システムとの連携、データ活用を進めたい場合は、INTALOGIC5の製品ページをご覧ください。導入構成や適用可否について確認したい場合は、お問い合わせください。

より詳しい仕様や機能、技術的な情報を確認したい方は、以下の INTALOGIC5 商品ページをご覧ください。